
Zertifizierte Fertigung
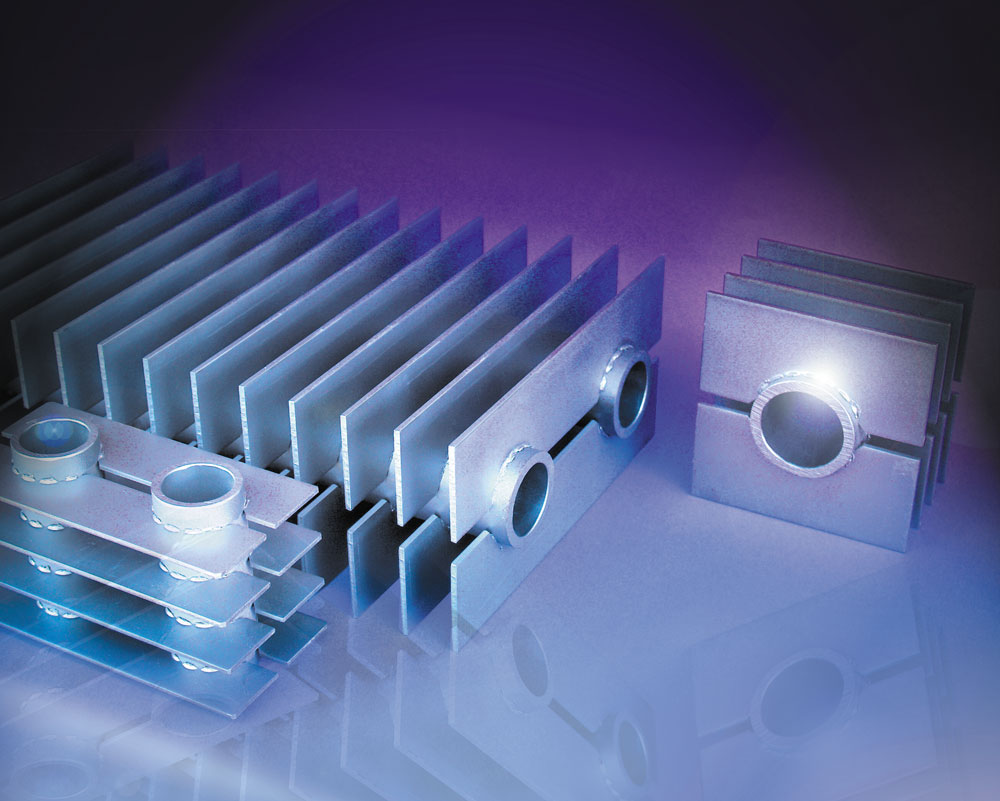
Vollverschweißte Rosink Rippenrohre
Seit 1985 entwickelt, produziert und vertreibt Rosink-Werkstätten weltweit Spiral- und Rechteckrippenrohre aus Stahl und hat sich zu einem der führenden Unternehmen auf diesem Gebiet entwickelt. Rippenrohre sind die Hauptkomponenten von Economisern, Abhitzekesseln und zahlreichen anderen industriellen Wärmetauscher-Anwendungen. Sie werden zur Abwärmerückgewinnung in Gas- und Dampfkraftwerken, Heizkraftwerken für Fernwärme, sowie Reaktoren und Öfen für die chemische und petrochemische Industrie eingesetzt.
Namhafte internationale Kesselhersteller, Firmen aus der Chemie und Petrochemie ebenso wie Engineering- und Projektentwicklungsunternehmen beziehen ihre Rippenrohre von Rosink und vertrauen auf die zertifizierte Qualität und den umfassenden Service des Unternehmens.
30.000 Tonnen Rippenrohr Produktionskapazität pro Jahr
Die jährliche Produktionsleistung wurde gemäß den Entwicklungen in den genannten Industrien stetig erhöht. Der Rosink-Maschinenpark für die Produktion von Rippenrohren umfasst mehr als 10 Produktionsmaschinen. Darunter mehrere HF-Maschinen und Widerstandsbuckelschweißmaschinen. Die Anforderungen der Kunden können somit unabhängig von der Stückzahl schnell, zuverlässig und flexibel erfüllt werden.


Einzelnd oder doppelt
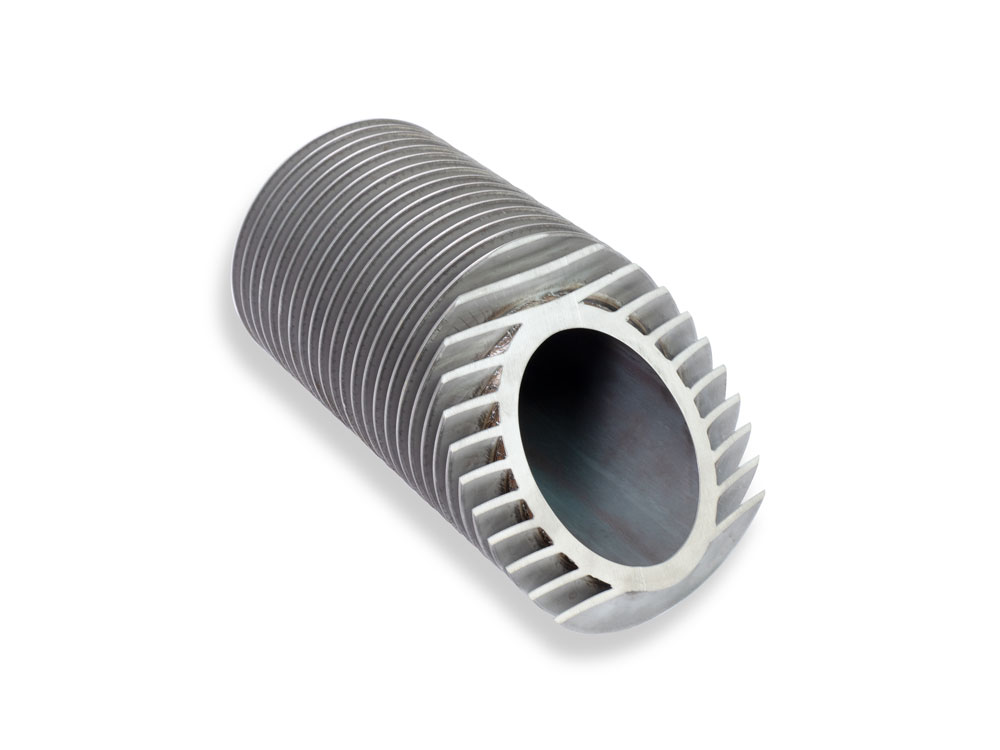
Rosink Rechteckrippenrohre
Rechteckrippenrohre werden als Einzel- oder Doppelrohre nach Kundenspezifikation produziert. Sie eignen sich besonders bei staubhaltige Rauchgasen, wie z. B. für Economiser in:
- Biomasse Anlagen
- kohlegefeuerten Anlagen
- ölgefeuerten Anlagen
- Müllverbrennungsanlagen und Müllkesseln
Ein gerader Rauchgasstrom und eine angemessene Rippenteilung vermindern mögliche Rußablagerungen auf den Heizflächen und erleichtern Reinigungs- und Wartungsarbeiten.
Standard Berippungsmöglichkeiten für Doppelrippenrohre:

| D | L(max) | L2(min) | h | w | c | t | td | p |
|---|---|---|---|---|---|---|---|---|
| mm | mm | mm | mm | mm | mm | mm | mm | mm |
| 31,8 | 16000 | 100 | 125 | 27 | 6 | 2 + 2,5 | 65 | 9 – 40 |
| 31,8 | 16000 | 100 | 145 | 32 | 6 | 2 + 2,5 | 75 | 9 – 40 |
| 31,8 | 16000 | 100 | 150 | 32 | 6 | 2 + 2,5 | 80 | 9 – 40 |
| 33,7 | 16000 | 100 | 145 | 32 | 6 | 2 + 2,5 | 75 | 9 – 40 |
| 38,0 | 16000 | 100 | 195 | 42,5 | 10 | 2 + 2,5 | 100 | 9 – 40 |
| 38,0 | 16000 | 100 | 145 | 32 | 6 | 2 + 2,5 | 75 | 9 – 40 |
| 38,0 | 16000 | 100 | 180 | 40 | 10 | 2 + 2,5 | 92 | 9 – 40 |
| 42,4 | 16000 | 100 | 235 | 52,5 | 10 | 2 + 2,5 | 120 | 9 – 40 |
| 44,5 | 16000 | 100 | 215 | 50 | 10 | 2 + 2,5 | 110 | 9 – 40 |
| 44,5 | 16000 | 100 | 176 | 39 | 10 | 2 + 2,5 | 90 | 9 – 40 |
| 44,5 | 16000 | 100 | 196 | 45 | 6 | 2 + 2,5 | 100 | 9 – 40 |
| 48,3 | 16000 | 100 | 195 | 42,5 | 10 | 2 + 2,5 | 100 | 9 – 40 |
Qualifiziertes Schweißverfahren
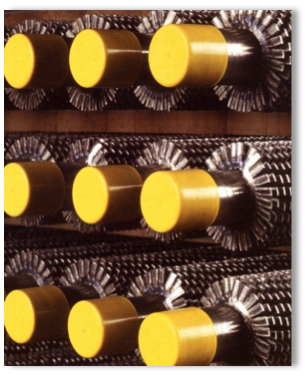
Hochfrequent verschweißte Spiralrippenrohre
Rosink Spiral Rippenrohre sind die Hauptkomponenten von Economisern, Abhitzekesseln und zahlreichen anderen industriellen Wärmetauscher-Anwendungen. Sie sind mit Vollrippen oder mit segmentierten Rippen erhältlich. Die Geometrie der Rosink Rippenrohre wird den jeweils spezifischen Kundenanforderungen und Rauchgas-Eigenschaften angepasst.
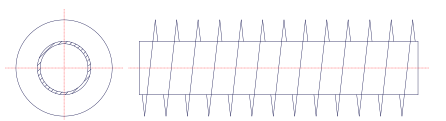
Vollrippen
Die Rippen werden schraubenförmig auf das Rohr aufgebracht und die Rippe mit dem Rohr kontinuierlich verschweißt.

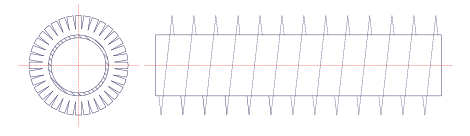
Segmentierte Rippen
Das Rippenband wird in kurzen Abständen eingeschlitzt. Dabei wird eine Resthöhe von 5mm ungeschlitzt belassen, die den fortlaufenden Rippenfuß bildet. Bei dem schraubenlinienförmigen Verschweißen des Bandes teilen sich die einzelnen Segmente am äußeren Ende und bilden so rechteckige Segmentrippen. Segmentierte Rippen werden bei sauberen Bedingungen wie z.B. der Erdgasfeuerung verwendet.
Standard Rippenmaterialien
Nahezu jede Kombination von Rohr und Rippe kann verarbeitet werden. Die am häufigsten eingesetzten Rippenmaterialien sind jedoch:
| ASME | ASTM | EN | Rippendicke | Einsatz bis |
|---|---|---|---|---|
| SA1008 | 1.0338 (DC04) | 0,8mm bis 3,0mm | max. 490° C | |
| A240 TP410S | 1.4000 (X6Cr13) | 0,8mm bis 3,0mm | max. 650° C | |
| A240 TP409 | 1.4512 (X2CrTi12) | 0,8mm bis 3,0mm | max. 650° C | |
| A240 TP304 | 1.4301 (X5CrNi18-10) | 0,8mm bis 3,0mm | max. 850° C | |
| A312 TP16L | 1.4404 (X2CrNiMo17-12-2) | 0,8mm bis 3,0mm | max. 850° C | |
| A312 TP316 Ti | 1.4571 (X6CrNiMoTi17-12-2) | 0,8mm bis 3,0mm | max. 850° C | |
| A312 TP310S | 1.4845 (X8CrNi25-21) | 0,8mm bis 3,0mm | max. 1000° C |
Standard Berippungsmöglichkeiten für Spiralrippenrohre:
| ASA Nennweite |
Außen- durchmesser |
Rippenhöhe min./max. l-Rippe solid |
Rippenhöhe min./max. HF l-Rippe solid |
Rippenhöhe min./max. NOH I-Rippe serrated |
Rippenhöhe min./max. HF I-Rippe serrated |
|---|---|---|---|---|---|
| 1/2″ | 21,3 mm | 6,5 – 10 mm | 6,5 – 10 mm | 13 – 32 mm | 13 – 32 mm |
| 25 mm | 6,5 – 13 mm | 6,5 – 13 mm | |||
| 25,4 mm | 6,5 – 13 mm | 6,5 – 13 mm | |||
| 3/4″ | 26,9 mm | 6,5 – 14 mm | 6,5 – 14 mm | ||
| 31,8 mm | 6,5 – 19 mm | 6,5 – 19 mm | |||
| 1″ | 33,7 mm | 6,5 – 19 mm | 6,5 – 19 mm | ||
| 38 mm | 6,5 – 25 mm | 6,5 – 25 mm | |||
| 1 1/4″ | 42,4 mm | 6,5 – 27 mm | 6,5 – 27 mm | ||
| 44,5 mm | 6,5 – 29 mm | 6,5 – 29 mm | |||
| 1 1/2″ | 48,3 mm | 6,5 – 31 mm | 6,5 – 31 mm | ||
| 51 mm | 6,5 – 32 mm | 6,5 – 32 mm | |||
| 57 mm | 6,5 – 32 mm | 6,5 – 32 mm | |||
| 2″ | 60,3 mm | 6,5 – 32 mm | 6,5 – 32 mm | ||
| 2 1/2″ | 76,1 mm | 6,5 – 32 mm | 6,5 – 32 mm | ||
| 3 | 88,9 mm | 6,5 – 32 mm | 6,5 – 32 mm | ||
| 101,6 mm | 6,5 – 38 mm | 6,5 – 32 mm | |||
| 4″ | 114,3 mm | 6,5 – 38 mm | 6,5 – 32 mm | ||
| 5″ | 139,7 mm | 6,5 – 38 mm | 6,5 – 32 mm | ||
| 141,3 mm | 6,5 – 38 mm | 6,5 – 32 mm | |||
| 6″ | 168,3 mm | 6,5 – 38 mm | 6,5 – 32 mm | ||
| 8″ | 219,1 mm | 6,5 – 38 mm | 6,5 – 32 mm |
Die Rippendicke kann in 0,05mm Schritten gewählt werden. Als max. Rippenstärke gilt 3,0mm für Vollrippen. Bei segmentierten Rippen liegt die max. Rippenstärke bei 2,0mm für C-Stahl. Abweichende Abmessungen können gerne angefragt werden.
| Max. Rippendichte für Rippendicke: |
effizienteste Berippung |
|---|---|
| 1,25 mm | 303 R/m |
| 1,0 mm | 310 R/m |
| 0,9 mm | 320 R/m |
| 0,8 mm | 440 R/m |
Fabian Franke
Head of Fintube Division
Phone
+49 59218820-79
Norbert Hassing
Head of Heat Exchanger Division
Norbert Hassing
Head of Heat Exchanger Division
Find Us
Otto-Hahn-Str. 23
48529 Nordhorn
Germany